|
|
@@ -1,6 +1,16 @@
|
|
|
\chapter{Зависимость деформационных и прочностных свойств тканых композитов с
|
|
|
поликристаллической матрицей от наличия локальных концентраторов напряжений}
|
|
|
|
|
|
+В главе рассматриваются технологические операции изготовления конструкций из
|
|
|
+тканых композиционных материалов с поликристаллической матрицей. Описывается
|
|
|
+процесс изготовления волокон, рассматриваются типы тканей и способы их
|
|
|
+производства, а так же совмещение тканого каркаса с поликристаллической
|
|
|
+матрицей.
|
|
|
+
|
|
|
+Также описаны методы контроля качества конструкций их тканых материалов с
|
|
|
+поликристаллической матрицей и типы дефектов, возникающие во время
|
|
|
+технологических процессов, выявляемых с их помощью.
|
|
|
+
|
|
|
\section{Технологические операции изготовления конструкций из тканых
|
|
|
композиционных материалов, приводящие к появлению локальных концентраторов
|
|
|
напряжений}
|
|
|
@@ -35,7 +45,7 @@ $900\dots1500^\circ\mathrm{C}$. На этой стадии продолжают
|
|
|
средах нейтральных газов азота или аргона, которые предотвращают воздействие на
|
|
|
целлюлозу кислорода из воздуха.
|
|
|
|
|
|
-При графитизации влокна подвергаются высокотемпературной обработке.
|
|
|
+При графитизации волокна подвергаются высокотемпературной обработке.
|
|
|
Начальная температура графитизации определяется конечной температурой
|
|
|
карбонизации, а конечная находится в пределах $2600\dots2800^\circ\mathrm{C}$.
|
|
|
В процессе графитизации происходит насыщение волокон углеродом до содержания не
|
|
|
@@ -73,11 +83,11 @@ $900\dots1500^\circ\mathrm{C}$. На этой стадии продолжают
|
|
|
волокон в основе и утке ткани.
|
|
|
|
|
|
Ткань изготавливают на ткацком станке переплетением двух
|
|
|
-взаимно-перпендикулярных систем нитнй пряжи --- основных и уточных. Основные
|
|
|
+взаимно-перпендикулярных систем нитей пряжи --- основных и уточных. Основные
|
|
|
нити располагаются по длине куска ткани, а уточные --- по его ширине, от кромки
|
|
|
к кромке.
|
|
|
|
|
|
-Можно выделить следуюшие основные технические характеристики ткани:
|
|
|
+Можно выделить следующие основные технические характеристики ткани:
|
|
|
|
|
|
\begin{itemize}
|
|
|
\item волокнистый состав;
|
|
|
@@ -90,8 +100,8 @@ $900\dots1500^\circ\mathrm{C}$. На этой стадии продолжают
|
|
|
\item разрывная нагрузка и растяжимость (удлинение) при разрыве.
|
|
|
\end{itemize}
|
|
|
|
|
|
-В промышленности используют ткани, имеющие различные типы переплетеения.
|
|
|
-Наиболее простым и широко применяемым является полотняное перепелетение
|
|
|
+В промышленности используют ткани, имеющие различные типы переплетения.
|
|
|
+Наиболее простым и широко применяемым является полотняное переплетение
|
|
|
(рис.~\ref{fig:schemas},~a), где каждая нить основы и утка проходит поочередно
|
|
|
сверху и снизу пересекающихся нитей.
|
|
|
|
|
|
@@ -104,7 +114,7 @@ $900\dots1500^\circ\mathrm{C}$. На этой стадии продолжают
|
|
|
|
|
|
Сатиновое переплетение (рис.~\ref{fig:schemas},~б) получают путем перекрытия
|
|
|
одной нитью утка четырех нитей основы. При саржевом переплетении
|
|
|
-(рис.~\ref{fig:schemas},~в) нити очновы и утка проходят поочередно сверху и
|
|
|
+(рис.~\ref{fig:schemas},~в) нити основы и утка проходят поочередно сверху и
|
|
|
снизу двух и четырех пересекающих их нитей.
|
|
|
|
|
|
Ткани подразделяют по ширине: $40\dots75$~см. --- узкие, $75\dots100$~см. ---
|
|
|
@@ -156,7 +166,7 @@ $900\dots1500^\circ\mathrm{C}$. На этой стадии продолжают
|
|
|
\item с использованием жидких углеводородов с большим выходом кокса (пеки,
|
|
|
смолы);
|
|
|
\item комбинированный, включающий в себя пропитку пористых каркасов жидкими
|
|
|
-углевдородами, карбонизацию и уплотнение из газовой фазы \cite{bib:sokolkin}.
|
|
|
+углеводородами, карбонизацию и уплотнение из газовой фазы \cite{bib:sokolkin}.
|
|
|
\end{itemize}
|
|
|
|
|
|
При выборе материала матрицы и технологии уплотнения необходимо учитывать
|
|
|
@@ -187,14 +197,14 @@ $900\dots1500^\circ\mathrm{C}$. На этой стадии продолжают
|
|
|
образуют стекловидную поликристаллическую матрицу, которая графитизируется при
|
|
|
температуре около $3000^\circ\mathrm{C}$. Выход кокса составляет $50-56\%$ по
|
|
|
массе. Процедура пиролиза представляет собой нагрев каркаса, пропитанного
|
|
|
-смолой, до температур порядка $400\dots 600^\circ\mathrm{C}$. Процесс пироиза
|
|
|
+смолой, до температур порядка $400\dots 600^\circ\mathrm{C}$. Процесс пиролиза
|
|
|
также называют карбонизацией. При карбонизации происходит усадка матрицы,
|
|
|
которая достигает $20\%$ и может привести к разрушению каркаса.
|
|
|
|
|
|
Пеки являются термопластичными материалами. При продолжительном выдерживании
|
|
|
температуры около $400^\circ\mathrm{C}$ в пеках идет образование
|
|
|
-высокориентированной фазы, которая при температуре $2500^\circ\mathrm{C}$
|
|
|
-переходит в графитовуюструктуру. Выход кокса составляет $50-90\%$.
|
|
|
+высокоориентированной фазы, которая при температуре $2500^\circ\mathrm{C}$
|
|
|
+переходит в графитовую структуру. Выход кокса составляет $50-90\%$.
|
|
|
|
|
|
Пропитка ткани поликристаллической матрицей может проходить под низким или
|
|
|
высоким давлением. Пропитка под низким давлением с последующей
|
|
|
@@ -209,7 +219,7 @@ $2600\dots2750^\circ\mathrm{C}$ в течении $30$ часов. Для пол
|
|
|
|
|
|
Пропитку под высоким давлением применяют для повышения выхода кокса. Процедура
|
|
|
практически совпадает с методом пропитки под низким давлением, за исключением
|
|
|
-того, что каркас помещается в тонкостенный металический контейнер, куда по
|
|
|
+того, что каркас помещается в тонкостенный металлический контейнер, куда по
|
|
|
давлением подается горячий пек. После того как контейнер заполнен он
|
|
|
закрывается и выдерживается в автоклаве около суток по давлением
|
|
|
$6\dots100$~МПа при температуре $550\dots 650^\circ\mathrm{C}$. Процесс
|
|
|
@@ -217,7 +227,7 @@ $6\dots100$~МПа при температуре $550\dots 650^\circ\mathrm{C}$.
|
|
|
удаляется из контейнера и подвергается графитизации. Пропитка под давлением
|
|
|
позволяет получить более плотный композит, кроме того высокое давление
|
|
|
предотвращает выдавливание расплавленного пека из пор газообразными продуктами
|
|
|
-пироиза в процессе карбонизации.
|
|
|
+пиролиза в процессе карбонизации.
|
|
|
|
|
|
При осаждении поликристаллической матрицы из газовой фазы каркас помещают в
|
|
|
печь, в которой он нагревается. Во внутренний объем каркаса подается
|
|
|
@@ -233,8 +243,200 @@ $6\dots100$~МПа при температуре $550\dots 650^\circ\mathrm{C}$.
|
|
|
В некоторых случаях методы пропитки жидкостью и осаждение из газовой фазы
|
|
|
используются по очереди в рамках единого технологического цикла.
|
|
|
|
|
|
+\subsection{Контроль качества конструкций из тканых композитов с
|
|
|
+поликристаллической матрицей}
|
|
|
+
|
|
|
+Конструкции из тканых композиционных материалов с поликристаллической матрицей
|
|
|
+в процессе эксплуатации подвергаются различным воздействиям, связанным с видом
|
|
|
+нагрузки (растяжение, сжатие, изгиб), характером нагружения (статический,
|
|
|
+динамический), действием окружающей среду (температура, влажность).
|
|
|
+
|
|
|
+Исходя из этих факторов определяется комплекс конструктивно-эксплуатационных
|
|
|
+требований, предъявляемых к материалам. Анализ механических свойств материалов
|
|
|
+позволяет определить способность материалов удовлетворять комплексу
|
|
|
+этих требований.
|
|
|
+
|
|
|
+При оценке механических свойств различают несколько видов показателей:
|
|
|
+
|
|
|
+\begin{itemize}
|
|
|
+ \item Показатели свойств материалов, определяемые вне зависимости от
|
|
|
+конструктивных особенностей и характера службы изделий. Такие показатели
|
|
|
+определяются с помощью стандартных испытаний образцов на растяжение, сжатие,
|
|
|
+изгиб, твердость. Результаты таких испытаний можно использовать только для
|
|
|
+расчетов деталей и конструкций, работающих при нормальных условиях и действии
|
|
|
+статических нагрузок, так как они не полностью характеризуют прочность
|
|
|
+материала в реальных условиях эксплуатации.
|
|
|
+
|
|
|
+ \item Показатели конструктивной прочности материалов, характеризующие их
|
|
|
+работу в конкретном изделии --- характеристики долговечности изделий и
|
|
|
+надежности материалов в изделии. Эти показатели определяют при статических и
|
|
|
+динамических испытаниях образцов с острыми трещинами, аналогичными тем, которые
|
|
|
+имеются в реальных деталях конструкций.
|
|
|
+
|
|
|
+ \item Показатели технологичности конструкционных материалов, которые
|
|
|
+характеризуют способность материала приобретать необходимую форму под
|
|
|
+воздействием температурных факторов и давления, подвергаться механической
|
|
|
+обработке.
|
|
|
+\end{itemize}
|
|
|
+
|
|
|
+Для оценки конструкционных свойств тканых материалов их подвергают механическим
|
|
|
+испытаниям. Методы испытаний подразделяют в зависимости от характера воздействия
|
|
|
+на материалы на прямые (разрушающие) и косвенные (неразрушающие) методы.
|
|
|
+
|
|
|
+Так как создание тканого композиционного материала с поликристаллической
|
|
|
+матрицей неразрывно связана с созданием конструкции из этого материала, а также
|
|
|
+из-за высокой стоимости данного типа материалов, для оценки конструктивных
|
|
|
+свойств предпочтительнее использовать неразрушающие методы испытаний. Однако их
|
|
|
+обоснование и проверка с помощью прямых методов также необходима.
|
|
|
+
|
|
|
+Контроль механических характеристик тканых композитов обычно связан с
|
|
|
+определением стандартного набора параметров: прочность и модуль Юнга при
|
|
|
+растяжении и сжатии, прочность и модуль при сдвиге, коэффициент Пуассона. Для
|
|
|
+определения этих характеристик проводят следующие испытания:
|
|
|
+
|
|
|
+\begin{itemize}
|
|
|
+ \item Одноосное растяжение. Является наиболее распространенным и хорошо
|
|
|
+изученным видом механических испытаний. Характеристики, полученные при
|
|
|
+испытании на одноосное растяжение служат для оценки несущей способности
|
|
|
+материала.
|
|
|
+ \item Испытание на сжатие. При таких испытаниях результаты значительно зависят
|
|
|
+от формы и размеров образца. Также при таких испытаниях необходимо
|
|
|
+предотвратить потерю устойчивости образца.
|
|
|
+ \item Испытание плоских образцов на сдвиг. Сдвиговая прочность и жесткость
|
|
|
+тканых композитов с поликристаллической матрицей является одним из недостатков,
|
|
|
+поэтому правильное определение сдвиговых характеристик имеет важное значение,
|
|
|
+однако практически невозможно обеспечить в образцах состояние чистого сдвига.
|
|
|
+\end{itemize}
|
|
|
+
|
|
|
+Методы неразрушающего контроля тканых композитов с поликристаллической матрицей
|
|
|
+в зависимости от физических явлений положенных их в основу, подразделяют на
|
|
|
+6 видов:
|
|
|
+
|
|
|
+\begin{itemize}
|
|
|
+ \item Электрический --- основанный на регистрации в контролируемом объекте
|
|
|
+электрического поля, создаваемого непосредственным воздействием на него
|
|
|
+электрического возмущения. С помощью данного метода можно определять различные
|
|
|
+физические параметры изделия: диэлектрическую проницаемость, плотность,
|
|
|
+содержание компонентов. Использование этих методов не позволяет контролировать
|
|
|
+большинство необходимых характеристик композита: регулярность заданной
|
|
|
+внутренней структуры материала, разноплотность внутри материала и др.
|
|
|
+ \item Вихревой --- основанный на анализе взаимодействия внешнего
|
|
|
+электромагнитного поля с электромагнитным полем вихревых потоков, наводимых
|
|
|
+возбуждающей катушкой в электропроводящем объекте контроля. Этим методам
|
|
|
+свойственна малая глубина контроля, определяемая глубиной проникновения
|
|
|
+электромагнитного поля в контролируемую среду. С помощью вихревых методов могут
|
|
|
+быть обнаружены дефекты типа несплошностей, выходящих на поверхность или
|
|
|
+залегающих на небольшой глубине, а также трещины и расслоения.
|
|
|
+ \item Радиотехнический. В настоящее время в основном используются
|
|
|
+радиоволновые и радиоспектроскопические методы. Радоволновые основаны на
|
|
|
+использовании явления отражения и затухания радиоволны, связанные с наличием
|
|
|
+дефектов в контролируемом изделии. С помощью таких методов проводят измерение
|
|
|
+толщины, выявление различных неоднородностей и определение состава материала.
|
|
|
+Радиоспектроскопические методы основаны на использовании зависимости
|
|
|
+резонансных явлений в материале от состава материала, и его структуры и формы
|
|
|
+изделия. Такими методами можно контролировать появление дефектов очень малых
|
|
|
+размеров, кроме того с помощью этих методов можно получить информацию о составе
|
|
|
+дефектов, их геометрической форме и размерах.
|
|
|
+ \item Тепловой --- основанный на регистрации температурных полей
|
|
|
+контролируемого объекта. С помощью тепловых методов выявляются такие дефекты
|
|
|
+как пропуски армирующих нитей в ткани и сравнительно крупные посторонние
|
|
|
+включения, однако мелкие структурные дефектны обнаружить такими методами не
|
|
|
+удастся из-за особенностей современной аппаратуры.
|
|
|
+ \item Акустический --- основанный на регистрации параметров упругих колебаний,
|
|
|
+возбуждаемых в исследуемом объекте. Такие методы разделяют на две группы ---
|
|
|
+основанные на излучении и приеме акустических волн (активные) и основанные
|
|
|
+только на приеме волн (пассивные). Такие методы позволяют контролировать
|
|
|
+сплошность материалов, качество паяных и клееных соединений, измерять толщины
|
|
|
+при одностороннем доступе.
|
|
|
+ \item Ультразвуковой --- основанный на использовании ультразвуковых волн.
|
|
|
+Методы ультразвуковой дефектоскопии позволяют выявить разрывы нитей, пузырьки
|
|
|
+воздуха и скопление смолы. Ультразвуковым испытаниям можно подвергать
|
|
|
+конструкции любой формы.
|
|
|
+\end{itemize}
|
|
|
+
|
|
|
+При выборе метода неразрушающего контроля необходимо руководствоваться такими
|
|
|
+факторами как физико-механические свойства материалов, характерные особенности
|
|
|
+внутренней структуры и структурных дефектов, геометрические параметры изделия,
|
|
|
+состояние поверхности изделия, а так же условия проведения контроля.
|
|
|
+
|
|
|
+\subsection{Структурные дефекты тканых композитов с поликристаллической
|
|
|
+матрицей}
|
|
|
+
|
|
|
+Особенностью тканых композитов с поликристаллической матрицей является то, что
|
|
|
+наряду сдефектами, присущими традиционным материалам, такими как трещины, поры,
|
|
|
+посторонние включения, могут образовываться дефекты, характерные только для
|
|
|
+данного вида материала, связанные с особенностями структуры ткани и методом
|
|
|
+формирования матрицы. Такие дефекты могут быть различными для каждого этапа
|
|
|
+изготовления.
|
|
|
+
|
|
|
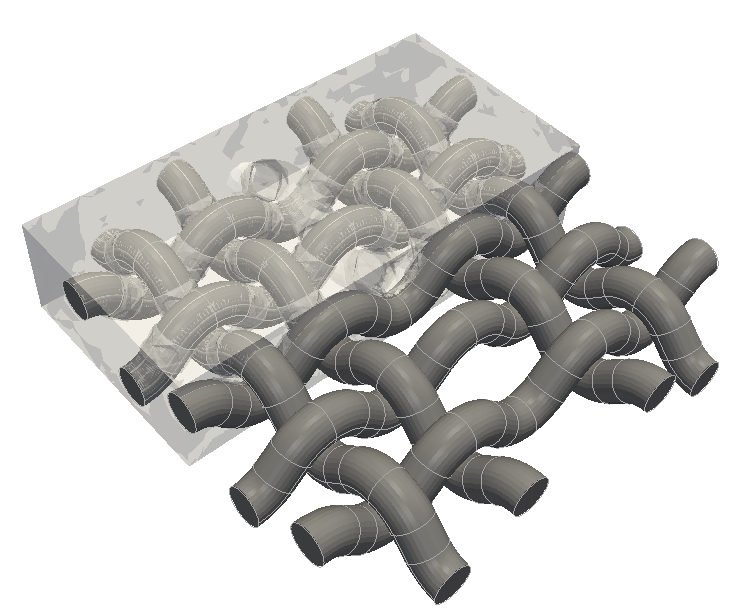
+Дефекты связанные с отклонениями от расчетных параметров структуры возникают на
|
|
|
+этапе изготовления ткани. К числу таких дефектов можно отнести отклонения в
|
|
|
+напралении армирующих нитей, пропуски нитей в направлении армирования (рис.
|
|
|
+\ref{fig:no_fiber}).
|
|
|
+
|
|
|
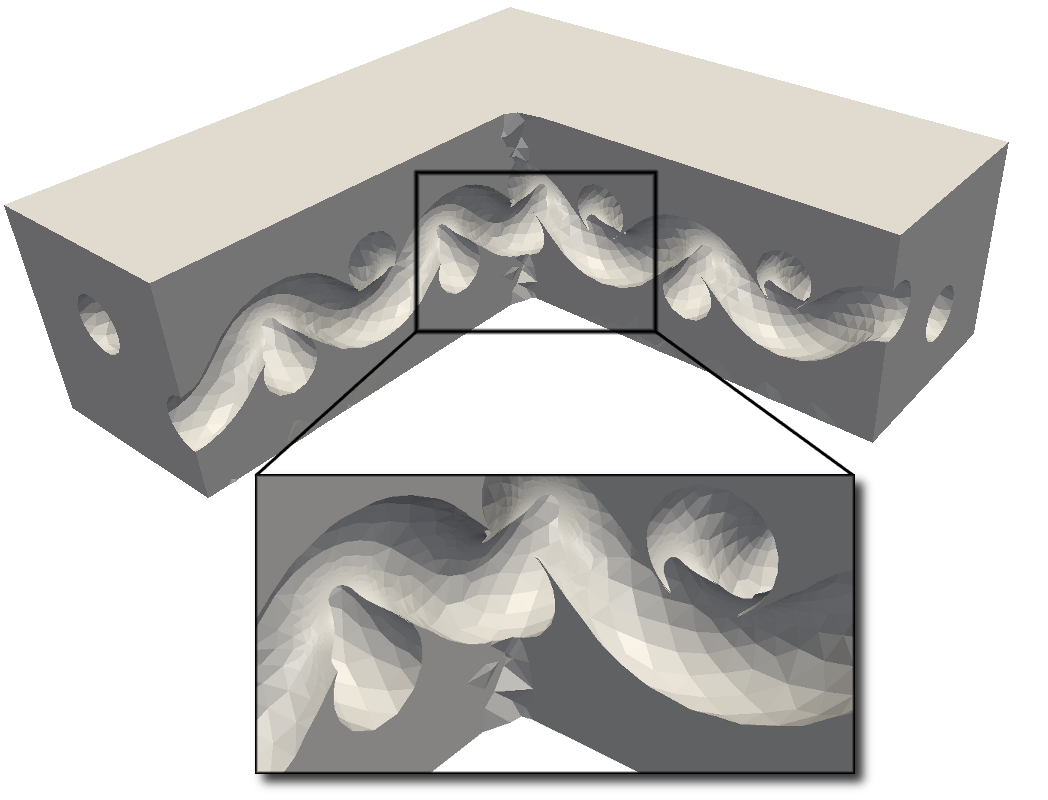
+На этапе формирования матрицы могут возникнуть дефекты связанные с отклонением
|
|
|
+от расчетного распределения плотности конечного материала, а так же нарушение
|
|
|
+структуры армирующей ткани, возникающие на подготовительных операциях. Также, в
|
|
|
+следствие нарушения технологического процесса на этом этапе могут возникнуть
|
|
|
+трещины и внутренние поры (рис. \ref{fig:pore}).
|
|
|
+
|
|
|
+Разрывы волокон утка или основы (рис. \ref{fig:break}) могут возникать на каждом
|
|
|
+из этапов: на этапе формирования ткани --- вследствии очень тесного размещения
|
|
|
+нитей, в процессе сшивки слоев ткани при формировании конструкции, на этапе
|
|
|
+формирования матрицы --- из-за внутренний напряжений, возникающих в материале во
|
|
|
+время его изготовления.
|
|
|
+
|
|
|
+\begin{figure}
|
|
|
+ \centering
|
|
|
+ \includegraphics[width=12cm]{d3}
|
|
|
+ \caption{Пропуск нити в направлении армирования}
|
|
|
+ \label{fig:no_fiber}
|
|
|
+\end{figure}
|
|
|
+
|
|
|
+\begin{figure}
|
|
|
+ \centering
|
|
|
+ \includegraphics[width=14cm]{d4}
|
|
|
+ \caption{Внутренняя технологическая пора}
|
|
|
+ \label{fig:pore}
|
|
|
+\end{figure}
|
|
|
+
|
|
|
+\begin{figure}
|
|
|
+ \centering
|
|
|
+ \includegraphics[width=17cm]{d1d2}
|
|
|
+ \caption{Разрывы нитей утка (а) и нитей основы и утка (б)}
|
|
|
+ \label{fig:break}
|
|
|
+\end{figure}
|
|
|
+
|
|
|
+Кроме того, на каждом из этапов в тканый композит могут попасть посторонние
|
|
|
+включения, что тоже негативно сказывается на физико-механических свойствах
|
|
|
+материала.
|
|
|
+
|
|
|
+Различные типы дефектов оказывают разное влияние на физико-механические
|
|
|
+свойства тканых композитов. Пропуски волокон в каком-либо направлении обычно
|
|
|
+приводит к снижению прочности при растяжениях. Локальные поры оказывают влияние
|
|
|
+на модуль упругости в трансверсальном направлении, где содержание волокон мало,
|
|
|
+а влияние матрицы на формирование жесткости указанного направления весьма
|
|
|
+значительно.
|
|
|
+
|
|
|
\section{Экспериментальные закономерности влияния локальных концентраторов
|
|
|
напряжений на деформационные и прочностные свойства тканых композитов с
|
|
|
поликристаллической матрицей}
|
|
|
|
|
|
-\section{Выводы к первой главе}
|
|
|
+%TODO: Написать вторую часть первой главы
|
|
|
+
|
|
|
+\section*{Выводы к первой главе}
|
|
|
+\addcontentsline{toc}{section}{Выводы к первой главе}
|
|
|
+
|
|
|
+\begin{enumerate}
|
|
|
+ \item Рассмотрены технологические процессы производства конструкций из тканых
|
|
|
+композиционных материалов с поликристаллической матрицей, включающие в себя
|
|
|
+такие этапы как производство волокна, производство ткани, получение матрицы и
|
|
|
+способы совмещения матрицы с тканым каркасом для получения конструкции.
|
|
|
+ \item Описаны методы контроля качества тканых композиционных материалов с
|
|
|
+поликристаллической матрицей и типы дефектов, которые могут быть выявлены с их
|
|
|
+помощью.
|
|
|
+ \item Определены типы дефектов, возникающие на каждой из стадий
|
|
|
+технологического процесса производства тканых композиционных материалов с
|
|
|
+поликристаллической матрицей и их влияние на физико-механические свойства
|
|
|
+конструкций из этих материалов.
|
|
|
+\end{enumerate}
|


{kind=link}

{kind=link}
{kind=link}